
电 话:13812559555
传 真:0510-87579798
邮 箱:web@sanjidy.com
网 址:www.yxsjdy.com
地 址:江苏省宜兴市周铁镇下邾村

由于冷镦机是在重载荷的情况下,连续生产,加之自动化程度较高,而机构运动大部分由曲轴或凸轮控制作周期性的往复运动或摆动,以致由加速度而引起的作用力及撞击力很大,并且冷镦机的机构及主要零件的材料选定还有不完善之处,因此,在使用中容易损坏。

先清除断螺丝断头表面的污泥用中心铳将断面的中心铳死然后用电钻装上直径6-8毫米的钻头在断面中心铳孔处钻孔,注意孔一定要钻透。孔钻透后,将小钻头取下,换上直径16毫米的钻头,继续将断螺栓的孔扩大并钻透;取直径3.2毫米以下的焊条采用中小电流在断螺栓的钻孔内由里到外进行堆焊堆焊开始的部位取断螺栓整个长度的一半即可。开始堆焊时引弧不要过长以免将断螺栓外壁烧穿.堆焊至断螺栓上端面后再继续堆焊出1个直径14-16毫米高8-10毫米的圆柱体。
冷墩加工之所以越来越被广使用,必然是有其道理的。冷墩加工是通过自动冷镦机,在室温下即可加工,安全又方便。当然了,多工位冷镦机冷墩加工也会出现一些问题。比如,有些冷墩钢会出现冷墩开裂的现象,其主要是因为材料表面有划伤、折叠等缺陷,或者是内部有其他材质的杂质,在受力的时候,这些缺陷就会引起应力集中,造成开裂现象。与此同时,随着多工位冷镦机基础建设的完善,技术、资金的积累,国内有关大专院校、研究所和企业也在多工位冷镦机技术领域进行了积极思索和大胆的尝试,逐步开始了多工位冷镦机工业现场的应用。因此,以上相关行业的应用空间还比较大。
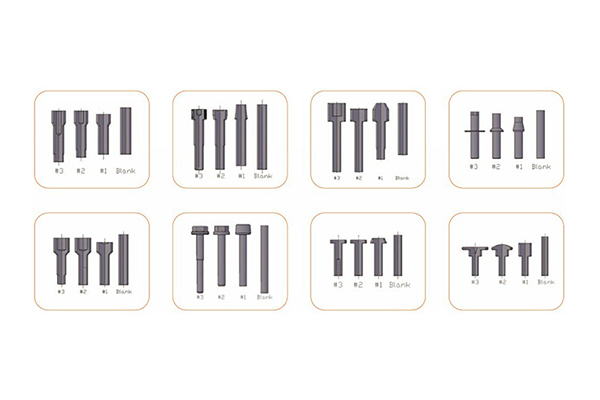
二冲模除了参与将坯料从一主模递送到二主模外,螺栓冷镦机还根据产品特点选择在一主模或者在二主模参与冲压,多工位冷镦机也可以在一主模和二主模处先后参与冲压,即:二冲模升上到一主模接坯料时,可以将一冲挤压变形的、留在一主模的坯料进行二次冲压变形,二冲模到一主模将已经一冲模冲压变形的坯料接到二主模的同时也可根据产品特点所需将其进行三次冲压变形;一冲模将坯料挤压变形后,成都螺栓冷镦机二冲模升上,二冲模到一主模前将已经一次或两次冲压变形的坯料接到二主模等待三冲模的后一击完全成型。从而使机器故障率低、生产效率高,调试操作与维护方便快捷。

电 话:13812559555
传 真:0510-87579798
邮 箱:web@sanjidy.com
网 址:www.yxsjdy.com
地 址:江苏省宜兴市周铁镇下邾村



