
电 话:13812559555
传 真:0510-87579798
邮 箱:web@sanjidy.com
网 址:www.yxsjdy.com
地 址:江苏省宜兴市周铁镇下邾村

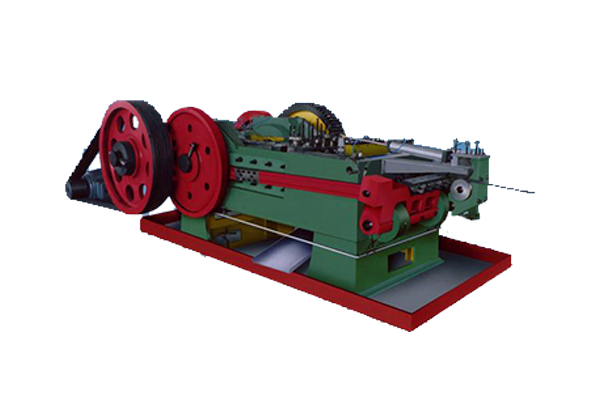
由于冷镦机是在重载荷的情况下,连续生产,加之自动化程度较高,而机构运动大部分由曲轴或凸轮控制作周期性的往复运动或摆动,以致由加速度而引起的作用力及撞击力很大,并且冷镦机的机构及主要零件的材料选定还有不完善之处,因此,在使用中容易损坏。

在工作的时候,如果多工位冷镦机的滑块曲轴、轴瓦发热,这有可能是油路不够畅通或已经被堵塞了,应清理相关的油路。也有可能是曲轴颈和曲轴瓦之间的间隙太小导致的,这时候应调整间隙到合适的状态。而表面严重拉伤同样会出现这样的状况,此时应采取相应的措施来修复拉伤的表面。多工位冷镦机发展很快,品种很多。冷镦机有:单击整模冷镦机﹑双击整模冷镦机﹑高速双击整模冷镦机及三击双工位冷镦机和滚柱﹑钢球自动冷镦机等。多工位冷镦机特点是体积较大、机重较重、镦锻力也较大。可将线材镦制成螺栓的半成品及比较复杂的异形零件。

冷镦加工对模具要求高。加工时毛坯在模具中受三向压应力而使变形抗力显著增大,这使得模具所受的应力远比一般冲压模大,冷挤压钢材时,模具所受的应力常达2000MPa~2500MPa。例如制造一个直径38mm,壁厚5。6mm,高100mm的低碳钢杯形件为例,采用冷镦加工时,大变形力为17t,而采用冷挤压方法加工时,则需变形力132t,这时作用在冷挤压凸模上的单位压力达2300MPa以上。模具除需要具有高的强度外,还需有足的冲击韧性和经磨性。此外,金属毛坯在模具中强烈的塑性变形,会使模具温度升高至250℃~300℃左右,因而,模具材料需要回火稳定性。由于上述情况,冷挤压模具的寿命远低于冲压模

机械的安装应坚实稳固,保持水平位置。固定式机械应有可靠的基础;移动式机械作业时应楔紧行走轮;室外作业应设置机棚,机旁应有堆放原料、半成品的场地;加工较长的钢筋时,应有专人帮扶,并听从操作人员指挥,不得任意推拉;应根据钢筋直径,配换相应夹具;应检查并确认模具、中心冲头无裂纹,并应校正上下模具与中心冲头的同心度,坚固各部螺栓,作好安全防护;启动后应先空运转,调整上下模具紧度,对准冲头模进行镦头校对,确认正常后,方可作业。
钢筋或钢丝的直径应符合冷镦机的要求,不能冷镦过粗或过细的钢筋(丝);在冷镦机的冷镦直径允许范围内,可根据所要求的锚固头尺寸来调整夹具的位置(旋进或旋出),以便得到合适的钢筋(丝)伸出留量;在钢筋(丝)冷镦部分的120~130mm区域内,须除锈和矫直。
多工位高速冷镦成形工艺以及多工位冷镦机快换模机构等方面展开讨论研究。推荐大吨位冷镦机采用物理模拟试验方法来讨论多工位冷镦成形原理、采用有限元模拟分析和建立工艺优化数学模型的方法对多工位冷镦成形工艺进行优化、并针对多工位冷镦机快换模问题设计出冷镦机专用离线换模装置,终以典型冷镦件在多工位冷镦机上的生产实践来验证上述讨论内容。多工位冷镦机厂家介绍在生产和维修的实践中对冷镦机作了一些改进。山东大吨位冷镦机主传动部分的改进关于冷镦机的镦锻速度,一般大型冷镦机(螺钉杆部直径在10毫米以上)每分钟的生产率为60~70件(指双击冷镦机),滑块行程次数为120~140次/分。

电 话:13812559555
传 真:0510-87579798
邮 箱:web@sanjidy.com
网 址:www.yxsjdy.com
地 址:江苏省宜兴市周铁镇下邾村



