
电 话:13812559555
传 真:0510-87579798
邮 箱:web@sanjidy.com
网 址:www.yxsjdy.com
地 址:江苏省宜兴市周铁镇下邾村

冷镦工艺适用范围于批量大、多类规格的产品,这样才能降成本:(1)用半封闭切料工具切割毛坯,简单的方法是采用套筒式切料工具;切口的角度不应大于3度。当采用开口式切料工具时,切口的斜角可达5-7度。(2)短尺寸毛坯在由上一个工位向下一个成型工位传递过程中,应能翻转180度,这样能发挥自动冷镦机的潜力,加工结构复杂的紧固件,提高零件精度。(3)在各个成型工位上都应该装有冲头退料装置,凹模均应带有套筒式顶料装置。(4)成型工位的数量(不包括切断工位)一般应达到3-4个工位(特殊情况下5个以上)。在有效使用期内,主滑块导轨和工艺部件的结构能保冲头和凹模的定位精度。
检查机床电气线路是否有异常,各相关接触器是否良好;调整飞轮三角皮带的松紧,使皮带松紧合适;检查飞轮是否完全脱开,飞轮中有无异物卡死。

压形后滚子出现变形 当出现滚子冲压后形状较好,存在一段时间后又出现如图2所示的弯曲现象,我们采用单向校直装置来解决。但经过一段使用后上述问题还是出现,经过反复研究后发现:如图3所示的单向弯曲的材料可以得到改制,而对图4所示的双向弯曲的坯料就很难得到改制,即多向弯曲严重影响滚子的冲压成形质量。于是,我们采用双向校直装置来校直双向弯曲的坯料,即在单向校直装置的基础上做一些适当的调整,使之成为适合于大设备使用的装置,即试制双向校直装置。

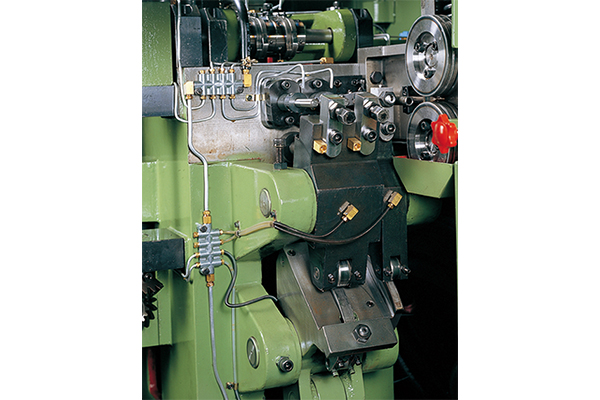
双击整模冷镦机切料机构常见故障:1、切料声响异常或过载保险片断。问题解析:切断刀已钝化或是切刀部分润滑性能下降、刀与切料模轴向间隙大等。芜湖双击整模冷镦机解决方案:自动冷镦机在切刀部分适量使用专用切削油,调整刀与切料的间隙,换新的切刀。2、切不出料。问题解析:切料机构调整不当,切刀前限位置不准确,造成送料不到钳口及一工位进料切送不到位。解决方案:调整刀杆和前限位置,使送料正确的送到一工位。具有气动控制的离合器和制动器,使主电机在无负荷下启动,寸动灵活,调试机床时方便,停机时主滑块自动停在后止点。

冷镦机是应用冷镦工艺生产多类标准件、紧固件、异形件的工作母机。随着现代工业的发展以及制造行业竞争的日益激烈,冷镦技术以其经济高效的工艺特点,已在机械、仪表、电器、轻工、宇航、船舶、军工等工业部门中得到广的应用,成为金属塑性体积成形技术中的重要加工手段之一。对模具材料要求具有高的强韧性。因为模具在冷镦过程中要同时承受大地挤压力、弯曲应力、冲击等复杂的负荷。故要求所选用的材料,经过热处理后,应具有高的强韧性,并且应具有良好的淬透性(保模具能淬透)及均匀的组织。
冷镦加工对模具要求高。加工时毛坯在模具中受三向压应力而使变形抗力显著增大,这使得模具所受的应力远比一般冲压模大,冷挤压钢材时,模具所受的应力常达2000MPa~2500MPa。例如制造一个直径38mm,壁厚5。6mm,高100mm的低碳钢杯形件为例,采用冷镦加工时,大变形力为17t,而采用冷挤压方法加工时,则需变形力132t,这时作用在冷挤压凸模上的单位压力达2300MPa以上。模具除需要具有高的强度外,还需有足的冲击韧性和经磨性。此外,金属毛坯在模具中强烈的塑性变形,会使模具温度升高至250℃~300℃左右,因而,模具材料需要回火稳定性。由于上述情况,冷挤压模具的寿命远低于冲压模

电 话:13812559555
传 真:0510-87579798
邮 箱:web@sanjidy.com
网 址:www.yxsjdy.com
地 址:江苏省宜兴市周铁镇下邾村



